
 Вероніка Грищенко
Вероніка Грищенко 
 Андрій Соколов
Андрій Соколов 
 Urich
Urich 
 Андрій Харук
Андрій Харук 
 Контужений Безпілотник
Контужений Безпілотник 





 Vadim Kushnikov
Vadim Kushnikov 
 Андрій Тарасенко
Андрій Тарасенко 
 Юрій Юзич
Юрій Юзич 

15 March, 2024
Production of 155mm artillery shells in the USA at the Scranton Army Ammunition Plant. Photo from open sources
Classic weapons, in particular artillery, remain one of the key advantages on the modern battlefield, despite its technological advancements and the large-scale combat operations in Ukraine. We’re hearing more about the advantage in the number of shells being manufactured and fired. So, it’s important to understand what goes into shell production.
One of the aspects of ammunition manufacturing is the production of hulls for high-explosive artillery shells or mortar rounds. In addition, special chemicals are produced for primer charges and explosives, fuzes.
Each of them undergoes separate technological processes, often produced at distinct production sites. To shed some light on this broad topic, here’s an overview of the manufacturing process for shells and mines.
Production of shell body
Production of the shell body can be divided into the following stages:
- production of special steel;
- treatment of the workpiece under pressure;
- machining of the workpiece.
Let’s consider the production of special steels, excluding the formation of billets by casting cast iron with their subsequent machining.
Special steel has all the necessary specific properties. It is resistant to shock loads, so the projectile does not collapse from the action of the bouncer charge, which, when triggered, throws it out for tens of kilometers. At the same time, this steel must be brittle and form fragments of the required fraction.
To achieve the desired brittleness, this type of steel contains a high carbon content, while for enhanced impact resistance and strength, it is alloyed with elements to meet specific requirements. For instance, adding manganese or chromium increases the flexibility, malleability, and hardness of the steel.
We’re not going to focus on special steels, because this is almost a typical metallurgical process by which alloys made from iron are produced. The last stage is casting, or rolling, and from there the material falls into production or separate sections of the manufacture of housings.
Production process of shell body
It’s important to mention from the outset that a comprehensive overview of the entire technological production process won’t be provided here. Instead, we’ll focus on examining and presenting the sequence by which artillery shell bodies are manufactured, based on publicly available information.
Workpiece production
After the press tour for journalists at the Scranton Army Ammunition Plant, which produces shell bodies for M795 155mm high-explosive shells, the VOA News Ukrainian Service reported that the round billet arrives in lengths of 6 meters, and it’s subsequently cut into segments approximately 90 centimeters long. Let’s delve into this process in more detail, starting with the delivery of the billet itself.

The next step involves cutting the billet to the required size, which is calculated to include allowances for subsequent stages of manufacturing artillery shell bodies or mortar rounds.

It would seem like a simple process of cutting with a saw or other tool (e.g., a tape saw or a guillotine), but the shell body will have a weight error in the case of a minor mistake.

Depending on the manufacturer or the technological equipment used by the customer, the billet may have a different configuration, such as a square. It is produced by the Kovacki Centar plant, which is a part of Serbian Yugoimport. The square billet was shown by Army Recognition Group Defense Web TV journalists.
-

- Square bar. Screenshot from Army Recognition Group Defense Web TV video
-

- Cut square bar. Screenshot from Army Recognition Group Defense Web TV video
Forming the workpiece under pressure
The ingot needs to be heated in special furnaces to a temperature exceeding 1000°C (around 1100°C – 1250°C) for further processing. This high temperature is necessary to reduce the resistance to deformation of the steel compared to its normal cold state.
This process can be either automated (carried out using robotic manipulators),

or manual, such as during Serbian production.
-

- Cut square bar. Screenshot from Army Recognition Group Defense Web TV video
-

- Output of the heated workpiece at the Serbian plant. Screenshot from Army Recognition Group Defense Web TV video
Already heated to the required temperature, the ingot is moved to a mold manually or with the help of the robot.
-

- The worker manually moves the heated workpiece from the furnace into the mold. Freeze frame from Army Recognition Group Defense Web TV video
-

- The robot moves the heated workpiece from the furnace to the mold. Freeze frame from a Voice of America report
Here, the heated alloy is squeezed into the free space, forming a cup-shaped billet.
The process of forming a ‘cup’ from a heated workpiece takes place in several operations and moves between them manually:

or using a robot:
In each of the operations, a certain preliminary internal and external surface of the lower part of the projectile is formed.
After that, the workpiece cools down and then is checked for defects (shells, cracks, irregularities, etc.) before its further machining, which, accordingly, includes all necessary tolerances for further stages of production.
-

- Workpieces in the form of a “cup” after hot pressing. Freeze frame from the Voice of America report
-

- Workpieces in the form of a “cup” after pressing in a cold state during inspection. Freeze frame from the Voice of America report
-

- Workpieces in the form of a “cup” after mechanical processing. Freeze frame from a Business Insider video
Machining can be carried out both on numerical control machines (CNC), and on conventional lathes/screw-cutting machines. For example, machining of the exterior wall of the ‘cup’ at the enterprise in Bosnia and Herzegovina:

The inner and outer profiles of the ‘cup’ after processing must correspond to the required measures.
The inspection is carried out using the following tools: external diameters, – reference go/no-go gauge, and internal – control stoppers at all stages of manufacturing shells.
For instance, here is shown a ‘cup’ check with a gauge bracket conducted after hot pressing, and an internal diameter check using a specialized device to verify uniformity.
-

- “Cup” inspection with a gauge after pressing. Freeze from the Voice of America report
-

- Control of the internal size of the “cup” after pressing. Freeze frame from Forces News video
Or, here is the internal diameter monitoring of the ‘cup‘ after its machining:
After that, the upper part of the artillery shell undergoes a taper formation. Depending on the required height and profile of the cone, this shaping process may involve multiple operations and various technologies.
In both technologies that we consider here, the top part heats up at first.

Hot stamping
The preform with the heated upper part is then moved to the press, where the taper is formed.

Following that, the hydraulic press comes into action:

After getting out of the press, the finished tapered shape of the ingot is already visible.

As you can see, the profile of the projectile does not yet resemble the final one, so heating operations can be repeated for its final formation:
Different manufacturers vary in the level of automation in their manufacturing processes. For instance, in the U.S., robots are employed to handle the workpieces.
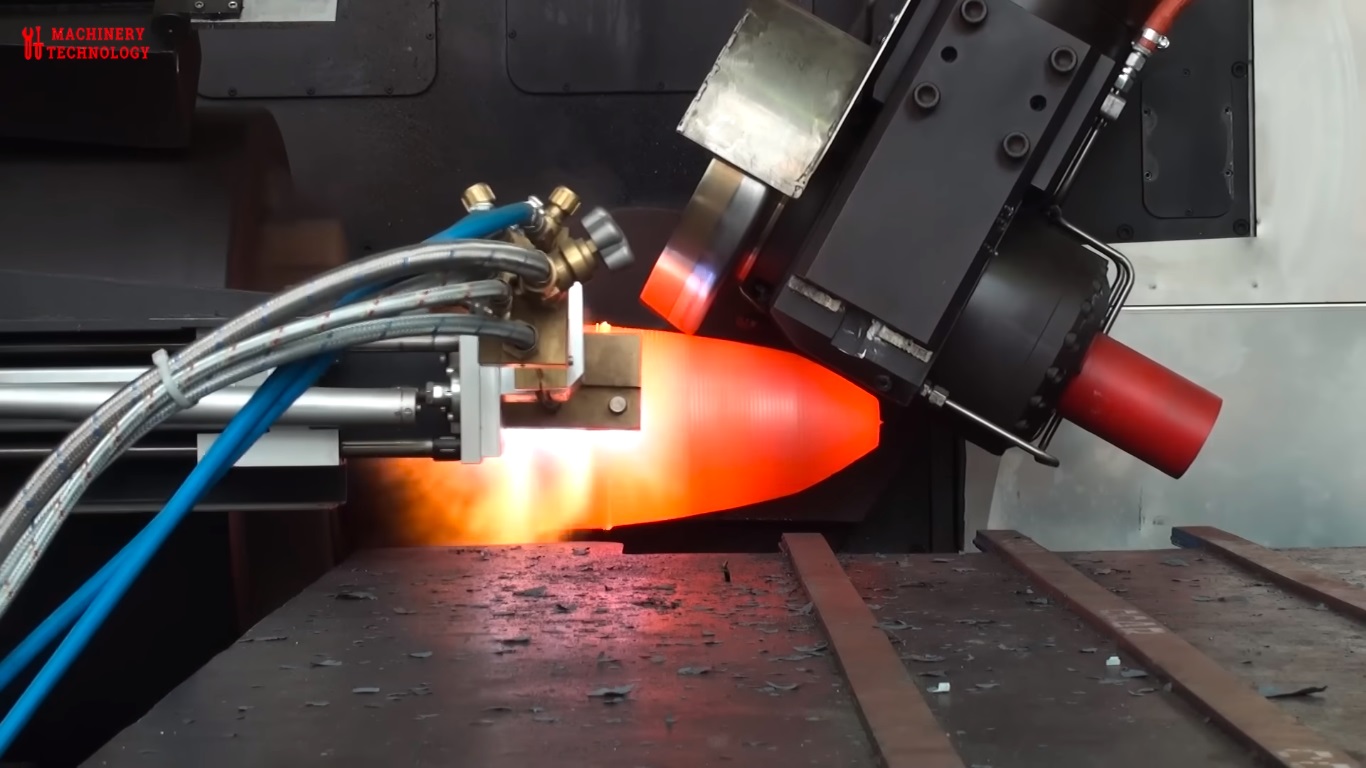
Hot rotational extract
This taper-forming technology is unique and requires more time and energy compared to hot stamping.
Metal extraction during rotation offers better characteristics owing to the uniform pressure applied to the workpiece, which also influences the balance of the future shell.
After the formation of the nose part, the round profile of the projectile for beating is checked using an indicator placed on a special magnetic stand.

Heat treatment
Since pressure-treated steel has a non-uniform structure due to the redistribution of fibers according to the shape of the matrix and center punch, heat treatment is required to equalize them.
To improve fragmentation reactions in the shell bodies, the shells are additionally hardened. That is, they are heated to the required temperature, kept for a certain time to completely warm up, and then cooled by immersion in water. To avoid going into further detail, we recommend watching the first 3.5 minutes of the video on the USA Military Channel.
Final machining
After hardening, the formed shell bodies arrive for the last machining:

They are machined in lathe processing centers to achieve the required shape, roughness, etc.
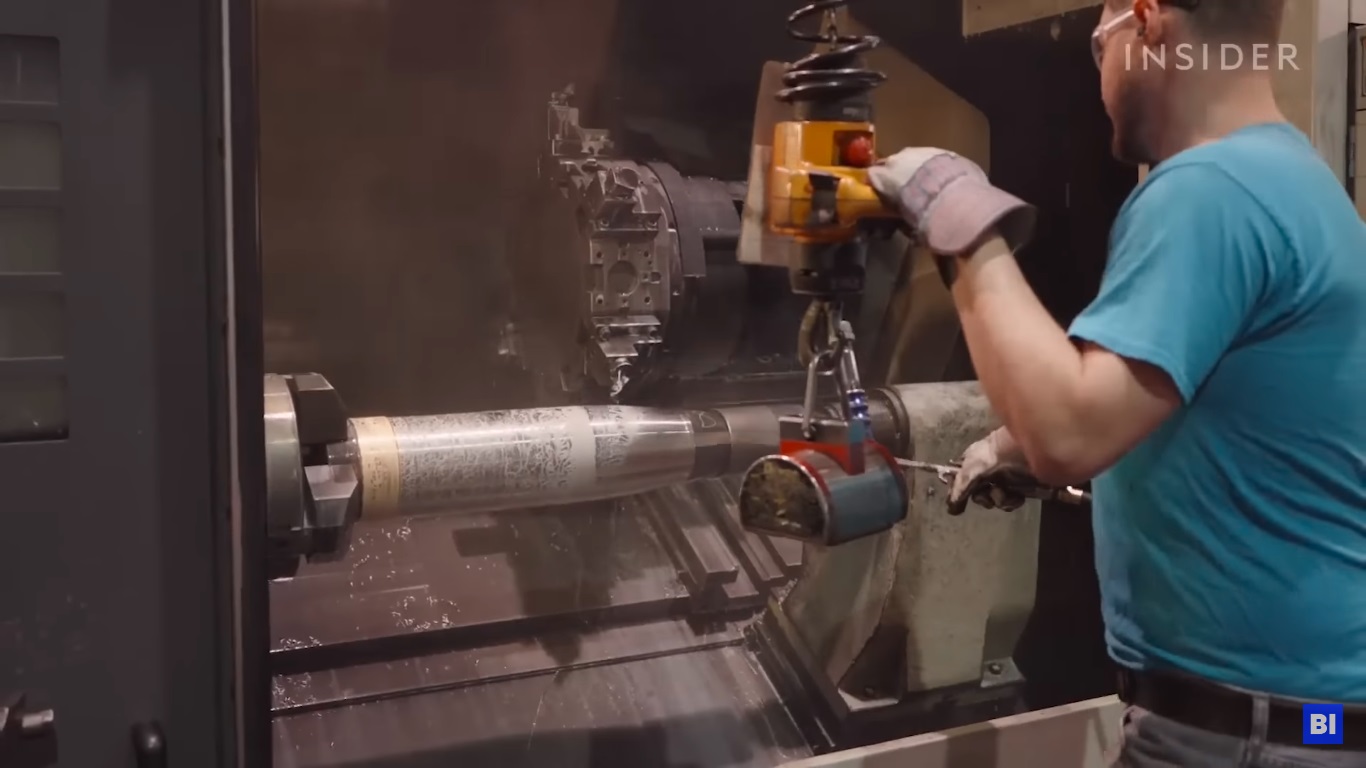
After that, usually beating is checked.

Copper grommet formation
In the video, you can observe a copper (or alloy) grommet on the outer surface of the casing. The manufacturing processes for these grommets can vary, for instance, in U.S. facilities, they are often melted down.
At the enterprise in Bosnia and Herzegovina, it is pressed on a special crimping press.

We also observe what can happen at different stages: at the enterprise in the USA, it is melted down on a ‘cup,’ and in Bosnia and Herzegovina, it is pressed after the final machining.
Painting
After machining, the shell body is cleaned and painted. This usually happens on automated lines. For example, here is how painting at a facility in the United States goes:

Only the surface of the copper grommet remains unpainted, since, according to its functionality, it must contact the inner surface of the barrel.
The production of projectiles in the United States involves marking at this stage.

After drying, the bodies are packed in a special container for transportation to the next stages of production, which, in the case of the American chain, is located on another site.

With this, we conclude the description of the production process for artillery shell bodies. In the next stage, they are filled with explosives and, along with other components, are transformed into fully functional artillery ammunition.
SUPPORT MILITARNYI
Even a single donation or a $1 subscription will help us contnue working and developing. Fund independent military media and have access to credible information.


